امواج صوتی نوعی امواج مکانیکی طولی هستند که در نتیجه ارتعاش مولکولهای یک محیط (مانند هوا، آب یا جامدات) ایجاد میشوند و به انتقال انرژی از یک نقطه به نقطه دیگر میپردازند. این امواج برای انتشار به محیطی فیزیکی نیاز دارند و در خلا قادر به حرکت نیستند.
امواج صوتی دارای ویژگیهای فیزیکی و ادراکی هستند که آنها را از سایر انواع امواج متمایز میکند. این ویژگیها به دو دسته اصلی تقسیم میشوند:
فرکانس موج صوتی به تعداد نوسانات یک موج صوتی در هر ثانیه گفته میشود و با واحد هرتز (Hz) اندازهگیری میشود که می تواند از چند هرتز تا چندین مگاهرتز متفاوت باشد. هرچه فرکانس بالاتر باشد، صدای تولید شده زیرتر و هرچه فرکانس پایینتر باشد، صدای تولید شده بمتر خواهد بود.
انسانها صداهایی با فرکانس بین 20 هرتز تا 20000 هرتز را میتوانند بشنوند که به آن محدوده شنیداری یا Audible می گویند. امواج با فرکانس کمتر از 20 هرتز را امواج اینفراسونیک (ساب سونیک، فروصوت) و امواج صوتی با فرکانس بیشتر از 20,000 هرتز را امواج اولتراسونیک (اولتراسوند، فراصوت) می گویند.
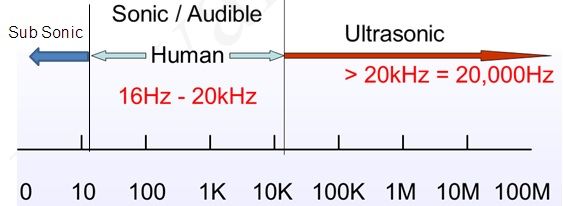
با این حال، دامنه فرکانس امواج اولتراسوند که به طور معمول در تست غیرمخرب التراسونیک (اولتراسونیک) استفاده می شود بین 500 کیلو هرتز تا 50 مگاهرتز می باشد.
اگرچه امواج اولتراسوند، همانند صوت شنیداری رفتار می کند، اما دارای فرکانس بالاتر و نتیجتا طول موج بسیار کوتاهتر است و می تواند از سطوح بسیار کوچک مانند عیوب داخلی مواد منعکس شود. این ویژگی است که باعث می شود تست التراسونیک (اولتراسونیک) برای آزمایش غیرمخرب مواد مفید باشد.
دامنه امواج صوتی به بیشترین مقدار جابهجایی ذرات محیط از موقعیت تعادل خود در هنگام عبور موج صوتی اشاره دارد. این ویژگی به طور مستقیم با شدت صدا و بلندی صوت مرتبط است. واحد اندازه گیری دامنه به طور مستقیم با فشار صوتی مرتبط است و با واحد پاسکال (Pa) اندازهگیری میشود. همچنین بلندی صدا بر اساس شدت موج به واحد دسیبل (dB) بیان میشود.
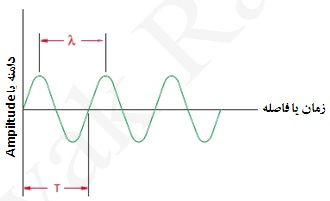
یکی از ویژگیهای اساسی امواج صوتی میزان طول موج است که به فاصله بین دو نقطه متوالی مشابه در موج (مانند دو قله یا دو نقطه همفاز) اشاره دارد و با نماد (لامبدا) نشان داده میشود.
طول موج صوتی، فاکتور اصلی و تعیین کننده حساسیت یک پروب و تست است. حساسیت یا Sensivity عبارت است از کوچکترین عیبی که بوسیله یک روش یا تکنیک، قابل شناسایی می باشد. در تست اولتراسونیک، حساسیت تست برابر نصف طول موج یا 2 / λ می باشد.
ارتعاشات التراسونیک (امواج اولتراسوند) مثل امواج نوری به شکل موج حرکت می کند. اما بر خلاف امواج نوری که می توانند در خلاء حرکت کنند، امواج اولتراسوند (التراسونیک، اولتراسونیک) برای حرکت نیاز به ذرات الاستیک مانند اتم های مایع، جامد یا گاز دارند.
در شکل زیر پارامترهای اصلی یک موج پیوسته نشان داده شده است. این پارامترها شامل طول موج (λ) و دوره تناوب (T) از یک سیکل کامل موج می باشند.
تعداد سیکل های کامل در یک ثانیه را فرکانس (f) می گویند که با ضرب آن در اعداد ذیل به واحدهای دیگر تبدیل می گردد:
1000 Hz = 1 KHz
1,000,000 Hz = 1 MHz
زمان لازم برای تکمیل یک سیکل کامل، دوره تناوب (T) نامیده می شود که در واحد ثانیه بیان می گردد. رابطه بین فرکانس و دوره تناوب یک موج پیوسته در معادله زیر نمایش داده می شود.
F = 1 / T
فرکانس=F
دوره تناوب =T
سرعت انتشار امواج صوتی به مقدار سرعتی گفته میشود که در آن امواج صوتی از یک نقطه به نقطه دیگر در یک محیط منتقل میشوند. این سرعت به نوع محیط، دما، فشار و خواص فیزیکی الاستیسته و چگالی آن ماده وابسته است.
در فرمول زیر، نحوه محاسبه طول موج با استفاده از سرعت امواج فراصوتی (V) و فرکانس موج صوتی، در یک ماده الاستیک در دما و فشار ثابت نشان داده شده است.
λ= V/F
طول موج = λ
فرکانس پروب = F
سرعت صوت در ماده = V
سرعت صوت به نوع محیط بستگی داردو در محیط های مختلف متفاوت است.

شدت صوت به میزان انرژی منتقلشده توسط موج صوتی در واحد زمان از واحد سطح عمود بر جهت انتشار موج گفته میشود و نشاندهنده توان موج صوتی در واحد سطح است و با نشان داده میشود.
موقعیت نسبی موج در زمان مشخص را فاز گویند. اختلاف فاز بین دو موج میتواند به تقویت یا تضعیف آنها منجر شود.
در بیشتر روش های معمول تست التراسونیک، از دو نوع موج طولی و برشی استفاده می شود. اما امواج سطحی و امواج لمب نیز وجود دارند، که در اموزش التراسونیک مختصرا هریک توضیح داده شده است.
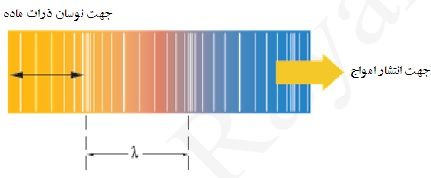
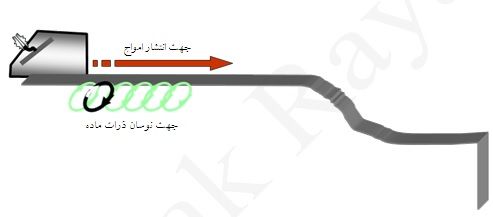
در امواج طولی یا فشاری اولتراسوند، جهت نوسان ذرات ماده با جهت انتشار امواج صوتی، یکسان می باشد. این نوع موج در تمام حالت های ماده، جامد، مایع و گاز منتشر می گردد.
سرعت امواج اولتراسوند طولی در یک ماده، از فرمول ذیل قابل محاسبه می باشد.

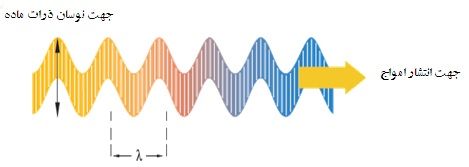
در امواج اولتراسوند عرضی یا برشی، جهت نوسان ذرات ماده، عمود بر جهت انتشار امواج صوتی می باشد. این نوع موج فقط در جامدات منتشر می گردد زیرا که فقط جامدات دارای صلبیت هستند. امواج اولتراسوند برشی دارای سرعتی تقریبا نصف سرعت امواج اولتراسوند طولی می باشد.
سرعت امواج عرضی در یک ماده، از فرمول ذیل قابل محاسبه می باشد (اموزش التراسونیک).

اموزش التراسونیک در امواج سطحی، ذرات ماده بصورت بیضی هایی که محور بزرگ بیضی، عمود بر سطح قطعه می باشد، نوسان می کنند، اما امواج صوتی، در سطح قطعه حرکت می کند. این نوع از امواج اولتراسوند، سطوح دارای انحنا را طی می کنند و از گوشه های تیز نظیر ترک های سطحی منعکس می گردند. سرعت امواج اولتراسوند سطحی تقریبا 90% امواج اولتراسوند برشی می باشد و عمق نفوذ آن حدود یک طول موج زیر سطح قطعه می باشد.
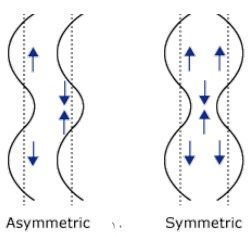
در اموزش التراسونیک، در امواج لمپ، الگوی نوسانات ذرات ماده پیچیده بوده و در قطعات نازکی که ضخامت آنها چند طول موج یا کمتر است، قابل انتشار می باشند. دو نوع امواج اولتراسوند لمپ وجود دارند که با نام های Symetrical , Asymetrical شناسایی می گردند. سرعت این امواج علاوه بر مدول الاستیسیته و چگالی، به ضخامت قطعه و فرکانس موج صوتی نیز بستگی دارد.
کریستال های پیزوالکتریک تولید کننده امواج التراسوند می باشند.
پیزوالکتریک در واقع خاصیتی از ماده است که انرژی الکتریکی را به مکانیکی و انرژی مکانیکی را به الکتریکی تبدیل می کند. کریستال های پیزوالکتریک، در اثر اعمال ولتاژ الکتریکی، شروع به نوسان نموده و تولید امواج اولتراسوند می نمایند. از طرفی در اثر برخورد موج اولتراسونیک بازگشته از عیوب، دچار نوسان شده و این بار ولتاژ الکتریکی تولید می نمایند.
در گذشته از پیزوالکتریک های طبیعی، مانند کوارتز و سولفات لیتیوم در پحسگرهای اولتراسونیک استفاده می گردید. اما امروزه از کریستال های پیزوالکتریک مصنوعی مانند تیتانات زیرکونات سرب، متانیوبات سرب، تیتانات باریم و نوع جدیدتر آنها که کریستالهای کامپوزیتی هستند استفاده می گردد.
کریستال های پیزوالکتریک مبدل ها بین دو لایه فلزی بسیار نازک از جنس نقره یا طلا قرار می گیرند. جریان برق از طریق این دو لایه فلزی به کریستال منتقل می شود.
امپدانس آکوستیک در واقع مقاومت ذرات ماده در برابر عبور امواج صوتی می باشد. مقدار آن در یک ماده مشخص، متناسب با چگالی و سرعت صوت در آن ماده است. امپدانس آکوستیک از طریق رابطه ذیل محاسبه گردیده و واحد آن Kg/m2s می باشد. امپدانس آکوستیک برخی از مواد معمول، در جدول داده شده است.

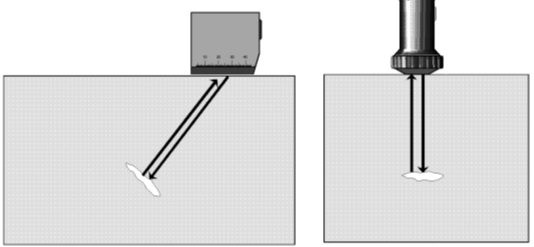
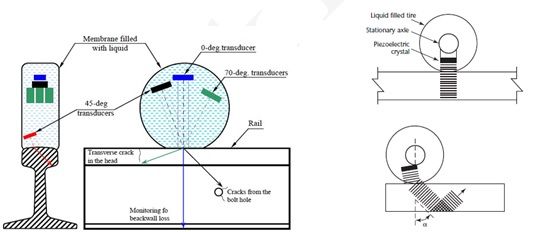
در تست اولتراسونیک، امواج اولتراسوند ممکن است بصورت نرمال با زاویه صفر درجه و یا بصورت زاویه ای به داخل قطعه ارسال گردند. در برخورد امواج اولتراسوند به یک مرز مشترک بین دو ماده متفاوت به صورت نرمال، مقداری از انرژی اولتراسوند منعکس شده و مقداری از انرژی اولتراسوند منتقل می گردد. مقدار انرژی اولتراسوند منعکس شده و منتقل شده به نسبت امپدانس آکوستیک بین دو ماده بستگی دارد.

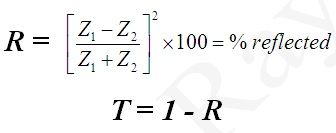
تفسیر تست التراسونیک (ut): مقدار انرژی منتقل شده و منعکس شده در مرز مشترک بین دو ماده از فرمول های زیر بدست می آید.
![]()
در اموزش التراسونیک و به عنوان مثال، می توانیم انرژی اولتراسوند منعکس شده در مرز مشترک هوا و فولاد را محاسبه کنیم:
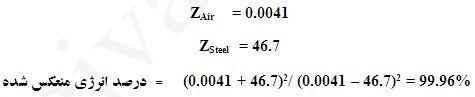
با توجه به رابطه بالا، در مرز مشترک هوا و فولاد 99.96 درصد انرژی اولتراسوند منعکس می گردد. بنابراین می بایست از ماده ای واسط به نام کوپلنت بین پروب و قطعه استفاده نمود. این ماده واسط می تواند آب، روغن، گریس، چسب کاغذ دیواری و یا غیره باشد.
در برخورد زاویه ای موج اولتراسوند به مرز مشترک دو ماده، علاوه بر پدیده های انعکاس و انتقال، دو پدیده تبدیل امواج (Mode Convertion) و شکست موج (Refraction) نیز اتفاق می افتد. اگر مرز مشترک دو سطح، صاف و هموار باشد، زاویه برخورد با زاویه انعکاس برابر است.
در پدیده تبدیل امواج (Mode Convertion)، موج اولتراسوند در ماده دوم به دو نوع موج طولی و عرضی تبدیل می گردد.
اما در پدیده شکست موج (Refraction)، زوایه موج اولتراسوند در محیط دوم بدلیل اختلاف سرعت صوت دو محیط تغییر می کند.
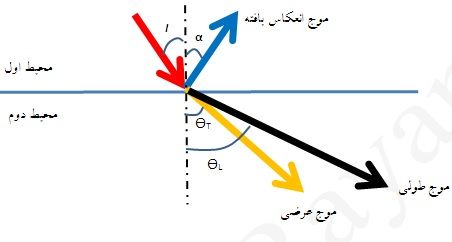
در مبحث اموزش تفسیر تست التراسونیک (ut) و از طریق رابطه اسنل، می توان زاویه موج اولتراسوند طولی و عرضی به وجود آمده در محیط دوم را محاسبه نمود.
VL1 /Sin I = VL2/ SinƟL = VT2/SinƟT
تبدیل امواج اولتراسوند در داخل محیط دوم، سبب می گردد که همزمان دو نوع موج اولتراسوند داخل قطعه وجود داشته باشد که موجب تداخل در تفسیر سیگنال های حاصل از عیوب داخل قطعه شده و بازرس را دچار سردرگمی در تفسیر سیگنال ها تست ut می کند.
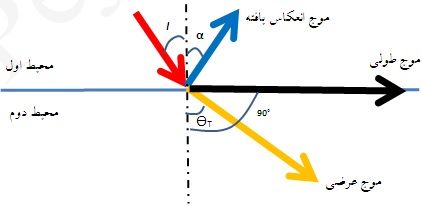
اگر زاویه موج ورودی I را طوری در نظر بگیریم، که موج اولتراسوند طولی در محیط دوم دارای زاویه 90° باشد، موج اولتراسوند در سطح قطعه شروع به حرکت می نماید. این زاویه را زاویه بحرانی اول (First Critical Angle) می نامند.
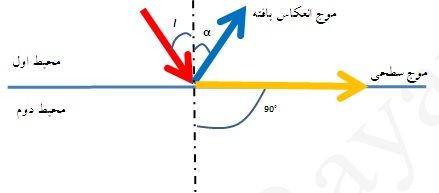
حال اگر زاویه موج ورودی I را طوری در نظر بگیریم که موج اولتراسوند عرضی در محیط دوم دارای زاویه 90° باشد، موج صوتی عرضی نیز در سطح قطعه شروع به حرکت می نماید و نوع دیگری از موج به نام موج اولتراسوند سطحی تشکیل می گردد. این زاویه را زاویه بحرانی دوم (Second Critical Angle) می نامند.
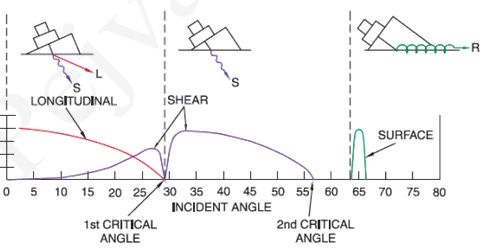
بنابرابن در پروب های زاویه ای، زاویه موج ورودی را بین زاویه بحرانی اول و دوم در نظر می گیرند که تنها موج اولتراسوند عرضی یا برشی داخل محیط دوم وجود داشته باشد. لذا پروب های زاویه ای بین 35° تا 80° می باشند که بین زاویه بحرانی اول و دوم باشند.
در شکل زیر، ارتباط بین زاویه موج ورودی Incident و دامنه موج اولتراسوند طولی، برشی و سطحی نمایش داده شده است.
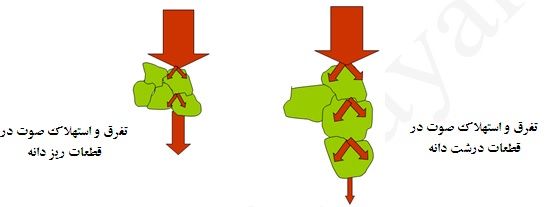
هنگامی که پرتو اولتراسونیک داخل یک ماده منتشر می گردد، دچار استهلاک می شود.
سه دلیل اصلی استهلاک صوت داخل قطعه عبارتند از:
شامل انعکاس موج از مرز دانه ها می باشد که با افزایش اندازه دانه و فرکانس پروب افزایش می یابد. این نوع استهلاک در قطعات درشت دانه مانند قطعات ریختگی بیشتر می باشد.
تولید امواج اولتراسوند از نوک عیوب داخلی و لبه های قطعه در اثر برخورد موج صوتی با آنها که با موج اصلی هم فاز نبوده و موجب تداخل با آن می گردند.
تبدیل امواج اولتراسوند به گرما در داخل قطعه که با افزایش دما بیشتر می شود.
البته دلایل دیگری نیز مانند واگرایی موج، سبب استهلاک موج اولتراسوند می گردد. استهلاک موج اولتراسونیک در یک قطعه، پارامتر مهمی در انتخاب نوع و فرکانس پروب، در تست آن قطعه می باشد.
اموزش تفسیر تست التراسونیک (ut): در ضخامت سنجی، با دانستن سرعت موج اولتراسوند در داخل قطعه و زمان حرکت و سیر موج اولتراسوند داخل قطعه (که شامل مسیر رفت و برگشت موج می باشد)، می توان از طریق رابطه زیر، ضخامت قطعه را محاسبه نمود.
T = Vt/2
سرعت صوت داخل قطعه = V
زمان پرواز موج = t
ضخامت قطعه = T
در اموزش تفسیر تست التراسونیک (ut) فرآیند عیب یابی اولتراسونیک، از طریق اندازه گیری تغییرات نسبی در دامنه سیگنال های دریافتی از عیوب، می توان اندازه عیوب را بدست آورده و یا مقدار استهلاک صوت داخل قطعات را محاسبه نمود. میزان تغییرات نسبی در دامنه سیگنال، معمولا بصورت دسی بل (dB) بیان می گردد. دسی بل در واقع مقدار لگاریتم نسبت دامنه دو سیگنال می باشد که از طریق رابطه زیر قابل محاسبه می باشد:

مثال اموزش تفسیر تست التراسونیک (ut): اگر دو سیگنال یکی با دامنه 80% صفحه و دیگری با دامنه 40% صفحه داشته باشیم، اختلاف دسی بل بین این دو سیگنال عبارت است از:
![]()


موج اولتراسوند از یک دسته پرتو اولتراسونیک تشکیل شده است که شکل هندسی این پرتو صوتی به پارامترهای مختلفی از جمله شکل کریستال، فرکانس پروب وسرعت صوت در ماده مورد تست وابسته می باشد. به عنوان مثال اگر شکل هندسی کریستال گرد باشد، پرتو صوتی تولید شده به صورت مخروطی شکل بوده و اگر مربع باشد، به صورت هرم می باشد.
حساسیت پروب از قطر پرتو اولتراسوند در نقطه هدف تاثیر زیادی می بیند. هرچه قطر پرتو اولتراسوند در نقطه هدف، کوچکتر باشد، انرژی صوتی بیشتری از آن نقطه انعکاس می یابد.
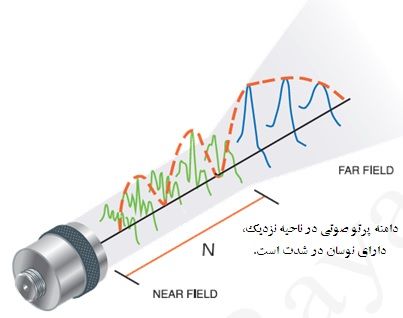
پرتو اولتراسوند یک پروب، به دو ناحیه نزدیک و دور تقسیم می گردد که با نام های Near Field, Far Field نام گذاری می گردند.
ناحیه نزدیک، درست در قسمت جلوی کیستال پروب واقع شده است که در این ناحیه شدت پرتو التراسونیک مدام در حال افزایش و کاهش می باشد. لذا معمولا ارزیابی سیگنال های دریافتی در این منطقه انجام نمی گیرد. بیشترین شدت پرتو اولتراسونیک، درست در مرز مشترک ناحیه نزدیک و دور قرار گرفته است.
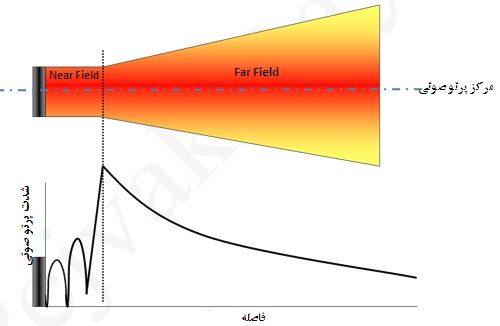
در ناحیه دور، شدت پرتو التراسونیک به صورت نمایی کاهش می یابد. لذا در ناحیه نزدیک، بدلیل نوسان در شدت پرتو اولتراسوند، فقط عیب یابی و ضخامت سنجی و سایزینگ عیوب بزرگتر از پرتو صوتی صورت می پذیرد، اما در ناحیه دور، عیب یابی، ضخامت سنجی و سایزینگ کلیه عیوب کوچک و بزرگ قابل انجام می باشد. بیشترین شدت پرتو اولتراسوند، در مرکز پرتو صوتی می باشد (نکته اموزش تفسیر تست التراسونیک(ut)).
طول ناحیه نزدیک پروب بستگی به فرکانس پروب، قطر کریستال پروب و سرعت صوت در ماده مورد تست دارد و از رابطه ذیل قابل محاسبه می باشد.

در تست های التراسونیک تلاش می گردد که قطر کریستال و فرکانس طوری انتخاب گردند که طول این ناحیه در حد امکان کوتاه گردد. اما چون این پارامترها در موارد دیگر، مانند واگرایی موج صوتی، حساسیت و رزولوشن نیز تاثیرگذار هستند، لذا گاهی اوقات نمی توان تنها برای غلبه بر ناحیه نزدیک، آنها را تغییر داد. لذا به سراغ گزینه های دیگر مانند استفاده از پروب های با Delay Line در جلوی کریستال و یا تکنیک Immersion می روند، تا مقدار زیادی از Near Field را داخل بلوک Delay Line و یا آب گنجاند.
پرتو التراسونیک در حین انتشار در یک محیط، دچار واگرایی می شود که این پدیده را Beam Spread می نامند. در شکل زیر، واگرایی موج اولتراسوند در یک پروب نرمال با کریستال تخت نمایش داده شده است.
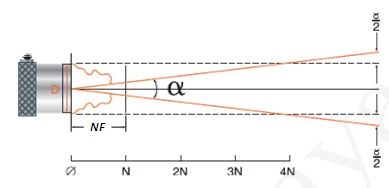
نکته اموزش تفسیر تست التراسونیک(ut): مقدار واگرایی موج اولتراسونیک یا α نیز مانند ناحیه نزدیک، به فرکانس پروب، قطرکریستال پروب و سرعت صوت در ماده مورد تست بستگی داشته و از فرمول زیر قابل محاسبه است که بیانگر نصف زاویه واگرایی یا 2/α می باشد:
Sin α/2 = 1.22 λ/D
زاویه واگرایی=α
زاویه واگرایی=D
زاویه واگرایی=F
زاویه واگرایی=λ
امواج اولتراسونیک (اولتراسوند) به دو صورت پیوسته (Continuous Wave) و ضربانی (Pulsed Wave) می باشند.
معمولا از تکنیک موج ضربانی در تست التراسونیک استفاده می گردد. در این تکنیک از یک Backing پشت کریستال پیزوالکتریک در پروب استفاده می گردد که ارتعاشات کریستال را سریعا مستهلک نموده و اجازه ارتعاش طولانی مدت را به کریستال نمی دهد.
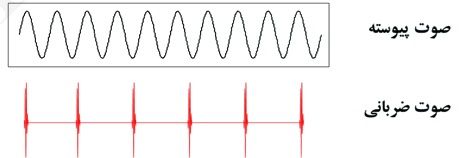
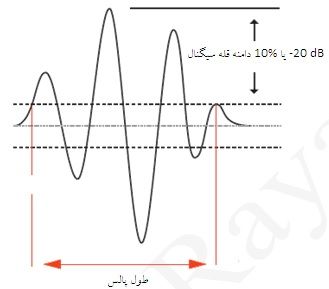
این امر سبب می گردد که با هر بار تحریک کریستال توسط دستگاه تست التراسونیک، کریستال تنها به مقدار چند طول موج ارتعاش نموده، سریعا متوقف شده و منتظر دریافت موج برگشتی شود. وجود این Backing و جنس و ضخامت آن، فاکتور بسیار مهمی در پروب های تست التراسونیک می باشد. در شکل زیر، ساختار داخلی یک پروب نرمال نشان داده شده است.
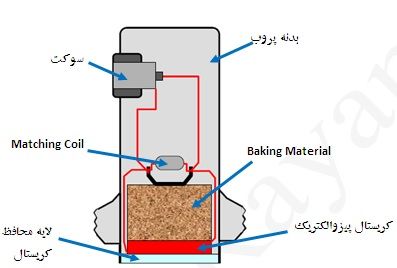
زمانی که کریستال پیزوالکتریک با ولتاژ ارسالی از دستگاه التراسونیک تحریک می گردد، شروع به نوسان با فرکانس اسمی خود می کند. بسته به نوع Backing پروب، این ارتعاشات ممکن است به طور معمول، از یک پالس کوتاه یک یا دو سیکل تا یک پالس بلند 6 الی 12 سیکل متفاوت باشند. لذا پالس اولتراسوند می تواند متشکل از یک تا چند سیکل نوسان باشد.
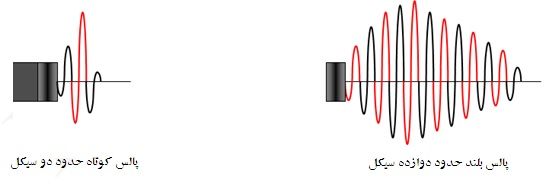
نکته اموزش تفسیر تست التراسونیک(ut): تعداد سیکل های نوسان و فرکانس پروب، تعیین کننده طول پالس موج صوتی می باشند و با رابطه ذیل قابل محاسبه است:
Pulse Length = n × (V/F) = n × λ
تعداد سیکل های نوسان =n
سرعت صوت در ماده مورد تست =V
فرکانس پروب =F
فرکانس پروب =λ
هر چقدر طول پالس اولتراسونیک کوتاهتر باشد، تفکیک پذیری یا Resolution پروب بیشتر خواهد بود. تفکیک پذیری در واقع توانایی سیستم در نمایش سیگنال های جدا از هم و قابل تفکیک از عیوب نزدیک به هم می باشد. از طرفی موج صوتی تولید شده با پروب های با طول پالس کوتاه، دارای نفوذپذیری یا Penetration کمی هستند.
لذا زمانی که تفکیک پذیری پارامتر مهمی باشد، مانند تست ورق های ضخامت کم، از پروب های با طول پالس کوتاه استفاده می گردد، و زمانی که عمق نفوذ موج صوتی در اولویت باشد، مانند تست قطعات ریختگی و درشت دانه، از پروب های با طول پالس بلند استفاده می گردد. در واقع طول پالس پروب، مستقیما بیانگر Resolution پروب می باشد (نکته اموزش تفسیر تست التراسونیک (ut)).
پارامتر دیگر در پروب ها، دامنه فرکانسی پروب ها می باشد. هر پروب دارای یک فرکانس اسمی می باشد که زمانی که توسط ولتاژ الکتریکی ارسالی از دستگاه اولتراسونیک تحریک می گردد، با آن فرکانس شروع به نوسان می کند.
نکته اموزش تفسیر تست التراسونیک (ut): فرکانس اسمی یا Fundamental پروب، بستگی به ضخامت کریستال پیزوالکتریک و سرعت صوت در کریستال داشته و از رابطه ذیل قابل محاسبه می باشد.
T= V/2F
ضخامت کریستال = T
فرکانس اسمی پروب= F
سرعت صوت کریستال = V
اما در هربار تحریک پروب، کریستال علاوه بر نوسان و تولید موج صوتی با فرکانس اسمی یا Fundamental فرکانس های متفرقه دیگر نیز تولید می نماید. لذا هر پروب دارای یک باند فرکانسی می باشد.
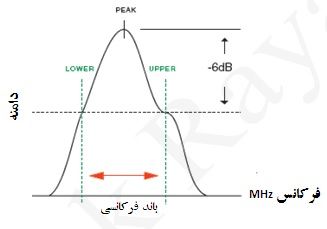
هر چقدر طول پالس پروب کوتاهتر باشد، دامنه فرکانسی پروب پهن تر خواهد بود. به عبارت دیگر پروب Broadband می باشد. لذا پروب های Broadband دارای تفکیک پذیری بالاتری هستند و برای انتخاب پروب، می توانیم از باند فرکانسی که معمولا در گواهینامه یا Data Sheet پروب ها موجود می باشد، استفاده نماییم. در نمودار زیر ارتباط تقریبی بین طول پالس پروب یا تفکیک پذیری مورد نیاز و دامنه فرکانسی آورده شده است.
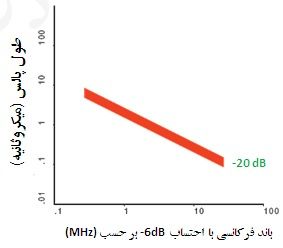
طبق نمودار فوق، اگر به عنوان مثال بخواهیم در یک قطعه فولادی، با یک پروب نرمال معمولی، دو سیگنال تفکیک شده از دو عیبی که فاصله بین آنها حدود 3 میلیمتر است داشته باشیم و یا اینکه اگر بخواهیم، سیگنال های Backwall تفکیک شده از یک ورق با ضخامت حدود 3 میلیمتر بدست آوریم، باید از پروب با باند فرکانسی حدود 0.9 – 1 MHz استفاده نماییم.
در تست التراسونیک مانند دیگر روش های NDT، تکنیک های مختلفی وجود دارد که برای اموزش تفسیر تست التراسونیک (ut) به ان نیاز است و به برخی از آنها اشاره خواهیم نمود.
از لحاظ نحوه ارسال و دریافت امواج صوتی، سه تکنیک معمول در تست التراسونیک وجود دارد که عبارتند از:
– تکنیک Pulse Echo
– تکنیک Through Transmission
– تکنیک Pitch & Catch
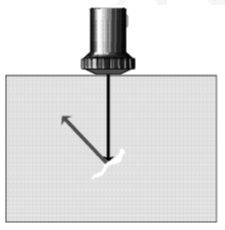
در تکنیک پالس اکو، یک پروب همزمان هم فرستنده و هم گیرنده می باشد. بدین معنی که یک پروب برای ارسال و دریافت موج اولتراسونیک استفاده می گردد. مزیت این تکنیک در این است که دسترسی تنها به یک سطح قطعه برای تست کافی بوده و عمق عیوب را در این تکنیک می توانیم به دست آوریم.
محدودیت این تکنیک در این است، که عیوبی که نسبت به جهت پرتو صوتی دارای زاویه غیر 90 درجه باشند، سیگنال ضعیفی داشته و یا کاملا پرتو صوتی را به جهت دیگری منعکس می کنند و قابل شناسایی نمی باشند.
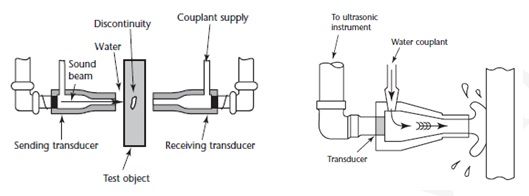
در تکنیک عبوری یا Through Transmission یک پروب فرستنده و یک پروب گیرنده می باشد. پروب فرستنده در یک سمت قطعه کار و پروب گیرنده در سمت دیگر قطعه کار قرار داده می شود. امواج صوتی توسط پروب فرستنده ارسال شده و توسط پروب گیرنده در سمت دیگر دریافت می گردد. در صورت وجود عیب داخل قطعه، سیگنال دریافتی توسط پروب گیرنده کاهش یافته و یا به کلی محو می گردد.
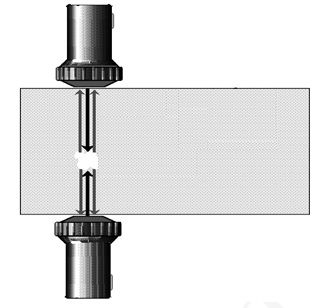
مزیت این روش در تست قطعات با استهلاک صوت بالا مانند قطعات پلاستیکی و فلزات ریختگی می باشد. چون در این روش صوت فقط مسیر رفت را انجام داده، در حالی که در تکنیک پالس اکو، مسیر رفت و برگشت داشته و دوبرابر مسیر توسط صوت طی می شود.
محدودیت های این روش به شرح ذیل می باشد:
– دسترسی به دو طرف قطعه نیاز است.
– اطلاعاتی از عمق عیب به دست نمی آید.
– چون در حین تست، دو پروب می بایست کاملا روبه روی هم قرار گیرند، نیاز به فیکسچر نگه دارنده پروب ها می باشد.
در این تکنیک نیز از یک پروب فرستنده و یک پروب گیرنده استفاده می گردد، با این تفاوت که هر دو پروب فرستنده و گیرنده در یک سمت قطعه کار قرار داده می شود. امواج صوتی توسط پروب فرستنده ارسال شده و در صورت وجود عیب، به عیب برخورد نموده و پس از بازتابش از آن توسط پروب گیرنده دریافت می گردد.
در این تکنیک تنها عیوبی که در عمق خاصی از قطعه وجود دارند، و نسبت به سطح عمود می باشند، مانند عیب عدم نفوذ جوش داخلی و خارجی، در جوش های Double V قابل شناسایی می باشند.
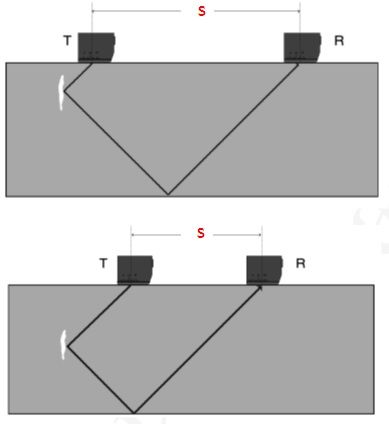
دو پروب می بایست در یک فاصله مشخص نسبت به یکدیگر قرار گرفته و با فیکسچر در محل ثابت شوند. فاصله ایندکس پروب ها نسبت به یکدیگر از طریق رابطه ذیل قابل محاسبه می باشند.
S = 2( T – d ) Tan α
فاصله ایندکس تا ایندکس پروب ها =S
ضخامت قطعه =T
عمق هدف مورد نظر =d
زاویه پروب =α
– تکنیک تماسی Contact
– روش غوطه وری یا Immersion
– تکنیک Water Gap
در این تکنیک، پروب کاملا به سطح قطعه چسبیده و بین پروب و قطعه کار از کوپلنت استفاده می گردد.

در این تکنیک، بین پروب و قطعه کار فاصله نسبتا زیادی، معمولا بیشتر از 5 میلیمتر وجود دارد که این فاصله با کوپلنت که معمولا آب می باشد پر می گردد. روش غوطه وری به چهار مدل مختلف مورد استفاده قرار می گیرد که در هر چهار مدل فاصله پروب تا قطعه کار می بایست ¼ Thickness + ¼” باشد. این چهار مدل عبارتند از:
– Full Immersion: که در این تکنیک پروب و قطعه کار، هر دو به طور کامل داخل مخزن کوپلنت قرار می گیرند.
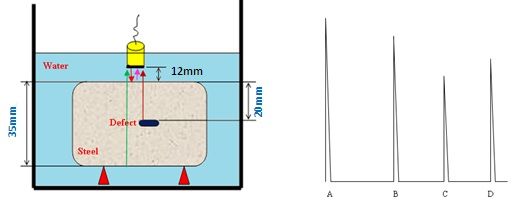
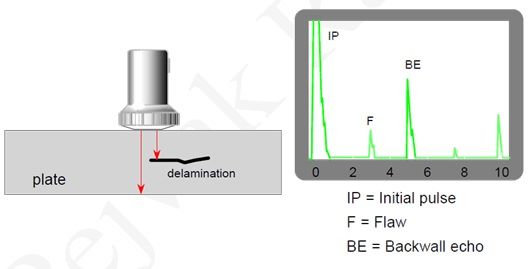
A = Initial Pulse Echo (IP)
B = Interface Signal Echo (IF)
C= Defect Signal Echo
D= Backwall Echo
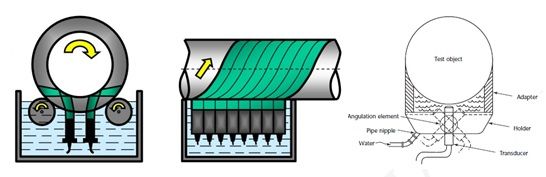
– Water Jet or Squirter: در این تکنیک، پروب داخل یک فیکسچر ویژه، در فاصله مشخصی از قطعه قرار می گیرد که این فاصله با فشار آب پر می گردد.
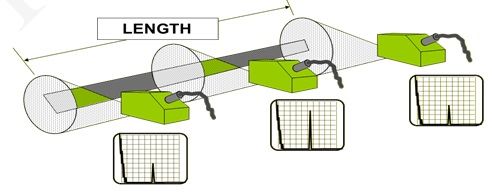
– Wheel: پروب روی محور یک چرخ با تایر لاستیکی قرار می گیرد، که داخل این تایر با روغن پر می گردد. سپس چرخ بر روی قطعه کار حرکت داده می شود.
– Bubbler: در این تکنیک، پروب داخل یک حوضچه قرار می گیرد، که این حوضچه مدام توسط کوپلنت که معمولا آب می باشد، شارژ گردیده و سرریز می شود. قطعه کار از روی این حوضچه طوری عبور داده می شود که به طور جزئی با کوپلنت تماس پیدا کند.
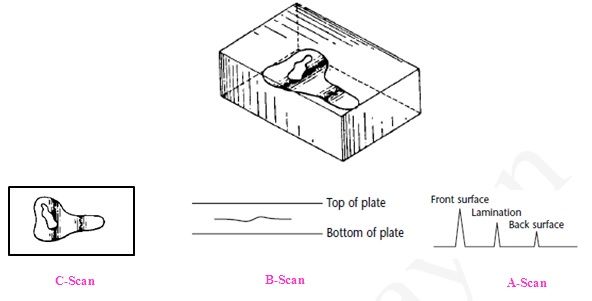
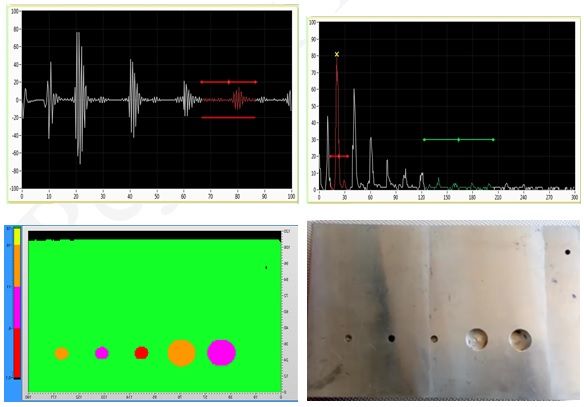
در اموزش تفسیر تست التراسونیک (ut)، نتایج تست را می توان به چند روش نمایش داد. معمول ترین روش های نمایش سیگنال در تست آلتراسونیک روش های A-Scan, B-Scan, C-Scan می باشند.
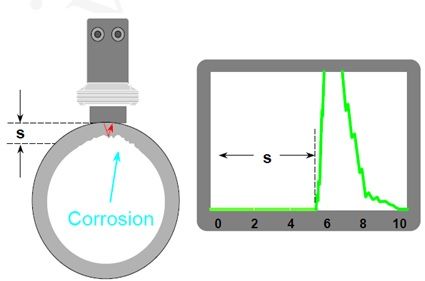
در روش A-Scan نتایج دریافتی به صورت سیگنال بر روی یک نمودار نمایش داده می شود. محور افقی این نمودار، بیانگر مسیر طی شده توسط موج صوتی یا Sound Path بوده و محور عمودی آن بیانگر دامنه سیگنال دریافتی یا Amplitude می باشد.
در سیستم نمایش B-Scan نمای جانبی قطعه مورد تست نمایش داده می شود که در واقع Side View نامیده می شود.
نمای C-Scan، نمای بالا یا Plan View از قطعه مورد تست می باشد.
در شکل زیر، تعریفی از هر سه سیستم نمایش، به تصویر کشیده شده است.
امروزه تصاویر رنگی از نماهای A-Scan, B-Scan, C,Scan در دسترس می باشد، که کمک شایانی در تحلیل نتایج تست می کند.
در قسمت فرستنده،تعدادی مستهلک کننده که در دستگاههای با برندهای مختلف، تعداد و مشخصات آنها متفاوت بوده و توسط کاربر قابل انتخاب می باشند، در مسیر این ولتاژ قرار داده شده است که با پروب موازی شده اند. به طور معمول اکثر سازنده ها، مستهلک کننده های 50, 200, 400, 500 Ohm را در دستگاههای خود قرار می دهند.
چنانچه مستهلک کننده های با اهم بالاتر مانند 500 اهم انتخاب شود، پروب با ولتاژ قوی تری تحریک شده و موج صوتی با دامنه بیشتری تولید می گردد که برای تست قطعات ضخامت بالا و یا قطعاتی که دارای استهلاک صوت بالایی هستند مورد استفاده قرار می گیرد. اما برعکس، چنانچه مستهلک کننده های با اهم پایین تر مانند 50 اهم انتخاب گردد، پروب با ولتاژ ضعیف تری تحریک می گردد، اما تفکیک پذیری آن بالاتر خواهد بود.
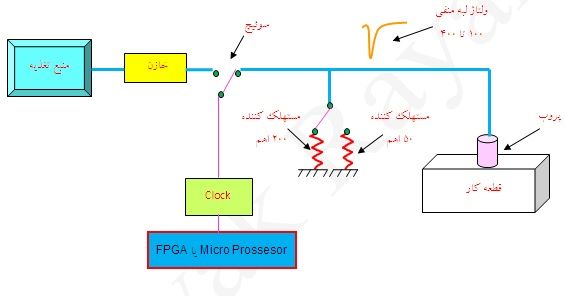
پس از ارسال این ولتاژ الکتریکی از دستگاه به پروب، کریستال پروب که یک کریستال پیزوالکتریک می باشد، شروع به نوسان نموده و امواج صوتی با فرکانس مشخص تولید نموده و به داخل قطعه ارسال می نماید.
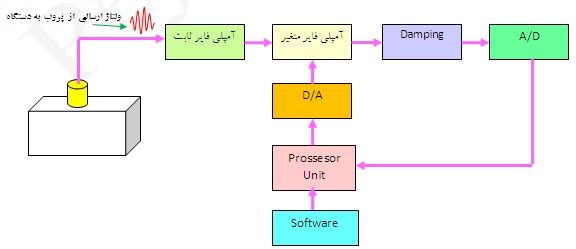
پس از دو مرحله فیلتراسیون و تقویت ولتاژ ورودی به قسمت گیرنده، این ولتاژ می بایست وارد قسمت A/D یا آنالوگ به دیجیتال شده، تا از حالت آنالوگ به دیجیتال تبدیل گردند. اما قبل از ورود به قسمت A/D، وارد قسمت Damping شده تا جهت ورود به A/D آماده سازی گردند.
پس از گذر از قسمت A/D، این ولتاژها به صورت DMA وارد واحد پردازنده دستگاه شده، تا پس از پردازش بوسیله نرم افزار دستگاه، قابل نمایش گردند.
دستگاههای دیجیتال دارای یک نرم افزار ویژه هستند که نسبت به برند دستگاهها، قابلیت های گسترده ای را در اختیار کاربران قرار می دهند. کاربر توسط این نرم افزار می تواند، تنظیمات مختلف مانند کالیبراسیون محورپایه زمانی، ترسیم نمودارهای ارزیابی مانند DAC, TCG، افزایش و کاهش حساسیت تست، استفاده از فیلتراسیون های دیجیتال و غیره را انجام دهد.
از طرفی نرم افزارها، قابلیت محاسبه و تعیین موقعیت دقیق عیوب به صورت اتوماتیک را دارا می باشند. بعضی از نرم افزارها قابلیت نمایش تصاویر B-Scan, C-Scan را نیز دارا می باشند.
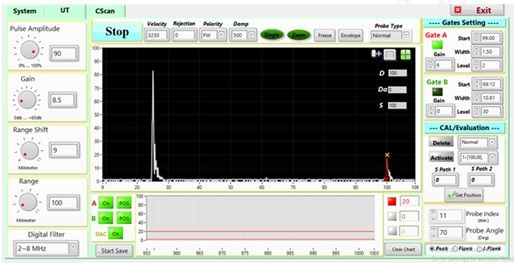
پس از ارسال و دریافت امواج صوتی، و پردازش سیگنال های دریافتی توسط دستگاهها، سیگنال های دریافتی و کنترل پنل نرم افزار دستگاه، بر روی یک صفحه نمایش دیجیتال نمایش داده می شود.
امروزه انواع صفحات نمایش از صفحات معمولی چند رنگ با رزولوشن پایین تا صفحات Full Color و Full HD بر روی دستگاهها نصب می گردد.
از طرفی دستگاههای آلتراسونیک از یک دستگاه تک کانال دستی تا دستگاههای چند کاناله برای تست اتوماتیک آنلاین و آفلاین انواع قطعات صنعتی ساخته شده و بر روی خطوط تولید نصب می گردند که با سرعت های بسیار بالا قادر به تست قطعات و شناسایی عیوب داخلی و ضخامت سنجی و کنترل ابعادی محصولات می باشند.
این دستگاههای چند کاناله، به طور اتوماتیک قادر به علامت گذاری محل دارای عیب بر روی محصولات می باشند. نمونه هایی از این دستگاهها، ساخته شده توسط شرکت پژواک رایان، در تصاویر زیر نمایش داده شده اند.




