در فرآیند جوشکاری، برای اتصال قطعات از گرمای شدید و ذوب فلزات و مواد دیگر استفاده می شود. در جوشکاری، یک فلز اصلی با گرمای بالا ذوب و با یک ماده پرکننده دیگر در چاله جوش ترکیب می شود. با سرد شدن محتویات چاله جوش، قطعه اول به قطعه دوم با اتصالی قوی تر متصل می شود.
از جوشکاری در حیطه وسیعی از صنایع نظیر خودروسازی، لوله سازی، ساخت مخازن تحت فشار، ریل سازی، ساخت و ساز و … استفاده می شود.

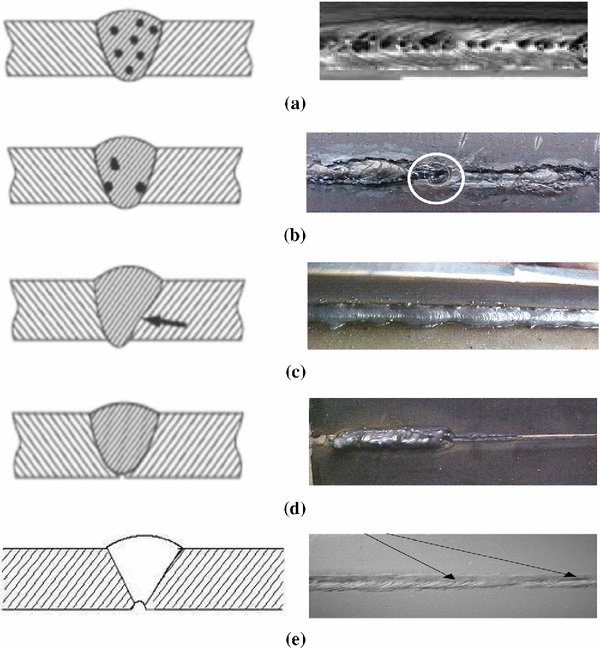
انواع عیوب جوش شامل ترک ها ، حفره ها ، آخال ها، ایرادات نفوذ و ذوب ناقص، ایرادات شکل و ابعاد ناقص جوش، خوردگی، اجزاء سرباره و … می باشد.
عیوب جوش دارای انواع مختلفی است که بعضی از آنها به راحتی با چشم قابل دیدن هستند و بعضی را باید با روش های مخصوص مشاهده کرد. بعضی از این عیوب در حین عملیات جوشکاری قابل مشاهده هستند و بعضی در گذر زمان و بعد از جوشکاری ایجاد می شوند که بایستی توسط بازرسی های ادواری شناسایی گردند تا از اتفاقات ناگوار بعدی جلوگیری شود.
از انواع روش های بازرسی جوش می توان به دو دسته کلی بازرسی تست غیر مخرب و بازرسی تست مخرب اشاره کرد.
به دلایل مختلفی نظیر، تجزیه و تحلیل شکست جوش، بازرسی به منظور نمونه برداری، بازرسی تحقیقاتی، تاییدیه آموزش و صدور گواهینامه انجام می شود. بازرسی ماکرو اچ، کششی عرضی و تست خم هدایت شده از انواع روش های بازرسی جوش مخرب هستند که در آن نمونه مورد تست تخریب می شود.
در این روش تکه های کوچکی از محل اتصال جوش داده شده جدا و با دقت صیقل داده می شود. سپس این قطعات توسط یک مخلوط اسیدی ملایم که با توجه به نوع فلز متفاوت است، اچ می شوند.
این نمونه اسید اچ، تصویری از ساختار داخلی جوش، نظیر شکستگی یا ترک خوردگی در هم جوشی داخلی را نشان می دهد.

نمونه مورد بازرسی به سمت نقطه شکست از پیش تعیین شده فلز مورد استفاده هل داده می شود. این نوع بازرسی به منظور کمک به تعیین کشش در واحد سطح مقطع یک قطعه جوش داده شده، استفاده می شود. این نوع بازرسی برای تعیین محدودیت ها و حداقل الزامات محیط کار بسیار کاربردی است.
در این روش، قطعه جوش را به شعاع خمش از پیش تعیین شده خم می کنند. این تست برای ارزیابی شکل پذیری و یکپارچگی ساختاری انواع خاصی از اتصالات جوش استفاده می شود.


در آزمون جوش رادیوگرافی، از اشعه ایکس برای نمایش ساختار داخلی قطعه جوش بر روی فیلم عکاسی استفاده می شود. این روش شبیه عکسبرداری پزشکی است. این روش برای شناسایی ناپیوستگی و عیوب داخلی قطعه کاربرد دارد.
تغییرات شکل و رنگ روی فیلم می تواند نشان دهنده انواع مختلفی از ناپیوستگی های جوش، از جمله وجود سرباره، آخال، خوردگی و ترک باشد
روش بازرسی رادیوگرافی حتما بایستی توسط متخصصان خبره و آشنا به این روش انجام شود. علی رغم دقت این روش، ولی مضرات اشعه ایکس برای سلامتی انسان یکی از خطرات بالقوه این روش برای کاربران ان می باشد. استفاده از ملزومات ایمنی از الزامات در استفاده از این روش است.