انتخاب و ساخت بلوک کالیبره یا بلوک مرجع یکی از حساسترین مراحل تست می باشد، زیرا حساسیت تست و اطمینان از صحت انجام تست صحیح، مستقیما به انتخاب بلوک کالیبره و نحوه ایجاد عیوب مصنوعی در آن مربوط می باشد.
بلوک مرجع یا بلوک کالیبره، یک قطعه از محصول مورد تست با ابعاد مشخص است، که عیوب مصنوعی و یا شکل هندسی خاصی طبق استاندارد در آن ایجاد گردیده است، و از آن برای تنظیم اولیه دستگاه تست در شروع تست محصول، و یا چک نمودن تنظیمات و صحت عملکرد دستگاه که معمولا در سه مرحله ابتدا و انتهای شیفت کاری، و هر چهار ساعت یک بار، استفاده می گردد. این بلوک می بایست از لحاظ خواص آکوستیکی هم جنس با قطعات مورد تست بوده و دارای ابعاد و شکل هندسی مطابق با محصول مورد تست باشد.
برخی کدها استانداردها حتی الزام نموده اند که بلوک مرجع می بایست از لحاظ عملیات حرارتی نیز با لوله های مورد تست یکسان باشد. برای تست لوله ها، توصیه شده است، که بلوک مرجع می بایست دارای قطر و ضخامت یکسان با لوله مورد تست باشد.
مهمترین نکته در ساخت بلوک مرجع، ایجاد عیوب مصنوعی در آن می باشد. کدها و استانداردها، انواع مختلفی از عیوب مصنوعی را برای تست التراسونیک پیشنهاد می کنند، که در زیر به آنها اشاره گردیده است. بعنوان مثال، برخی از استانداردهای لوله سازی الزام نموده اند که در لوله های دارای درز جوش، عیوب مصنوعی می بایست حتما در قسمت جوش ایجاد گردند. اما در برخی دیگر از استانداردها، عیوب مصنوعی می توانند در بدنه لوله نیز ایجاد شوند.
انواع عیوب مصنوعی که در این استاندارد ها پیشنهاد گردیده اند عبارتند از:
– سوراخ راه بدر ( Through Hole )
– شیار N10 و یا N5 ( Notch )
– سوراخ کف تخت ( Flat Bottom Hole )
سوراخ راه بدر
عیب مصنوعی سوراخ راه بدر، یک سوراخ سرتاسری در ضخامت قطعه، با یک قطر مشخص می باشد، که با توجه به نوع قطعه مورد تست و فرآیند تولید، استاندارد مرجع، قطر آن را مشخص نموده است. بعنوان مثال، درلوله های درز مستقیم جوشکاری شده به روش ERW، قطر 3.2 میلیمتر، و در لوله های SAW قطر 1.6 میلیمتر الزام گردیده است. این سوراخ با توجه به الزام استاندارد ممکن است در بدنه و یا در قسمت جوش قطعه کالیبره ایجاد شود.
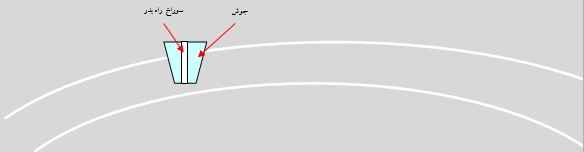
برای ایجاد آن می بایست دقت شود که سوراخ کاملا به طور رادیال ایجاد گردد. در غیر اینصورت از کارآیی لازم برخوردار نخواهد بود. این نوع عیب مصنوعی به منظور کالیبراسیون پروب های زاویه ای استفاده می گردد.
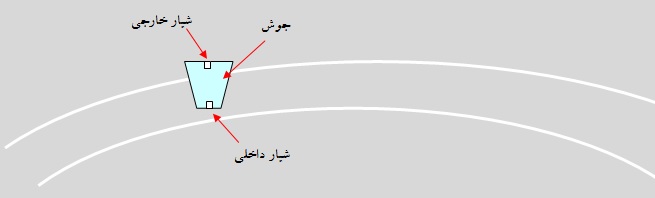
شیار N5 و یا N10 :
این نوع شیار، یک شیار مستطیلی شکل، با عرض حدود 1 میلیمتر و طول حدود 50 میلیمتر می باشد، که ممکن است در بدنه و یا در قسمت جوش قطعه مورد تست ایجاد شود. واژه N5 و یا N10 ، اشاره به عمق این شیار دارد، که می تواند 5% و یا 10% ضخامت قطعه باشد.
به منظور شناسایی عیوب عرضی می بایست دوشیار دیگر، یکی در سطح داخلی و یکی در سطح خارجی، به صورت عرضی نسبت به محور جوش ایجاد گردد. در هنگام ایجاد این شیارها می بایست دقت نماییم که با یک فاصله ای نسبت به هم در بلوک مرجع ایجاد شوند، تا در هنگام کالیبره سیگنال آنها با هم تداخل ننماید.
البته این نوع عیوب مصنوعی، منحصر قطعات جوشکاری شده نمی باشد، و برای شناسایی ترک های سطحی در هر قطعه دیگر مورد استفاده قرار می گیرد.
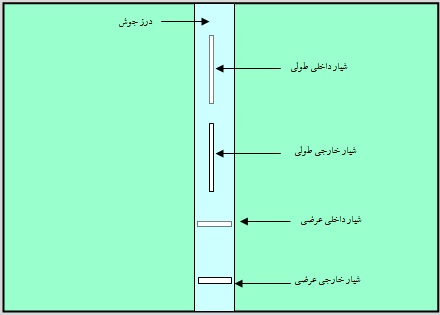
در ایجاد اینگونه شیارها می بایست دقت نماییم که این شیارها می بایست حتما دارای لبه های تیز باشند. به همین علت توصیه می گردد که این شیارها حتما با دستگاه اسپارک ایجاد شوند. این نوع عیب مصنوعی نیز به منظور کالیبراسیون پروب های زاویه ای و جهت شبیه سازی با ترک های سطح و ریشه جوش استفاده می گردند.
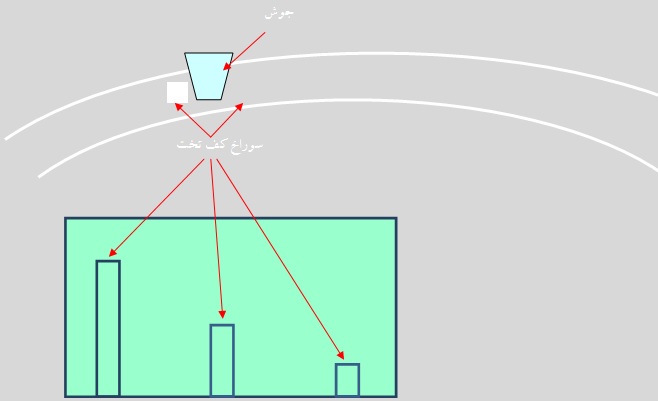
سوراخ کف تخت
این نوع عیب مصنوعی جهت کالیبراسیون پروب های نرمال معمولی و یا T/R در لوله ها، قطعات ریختگی، پلیت ها و … و جهت شبیه سازی با عیب دوپوستگی ( Lamination )، حفره ها و آخال ها استفاده می گردد. محل ایجاد این گونه عیوب مصنوعی معمولا در دو طرف جوش ( منطقه HAZ ) در قطعات جوشکاری و و یا در عمق 1/4T, 1/2T, 3/4T در قطعات ریختگی و … می باشد.
در لوله سازی این سوراخ ها معمولا دارای قطر 6.4 میلیمتر و عمق نصف ضخامت لوله بوده، و از سطح داخل، در لوله ایجاد می گردند. کف این سوراخ ها می بایست به طور کامل با دستگاه فرز تخت شده و حدالامکان موازی با سطح خارجی لوله گردد.

برای ایجاد آن می بایست دقت شود که سوراخ کاملا به طور رادیال ایجاد گردد. در غیر اینصورت از کارآیی لازم برخوردار نخواهد بود. این نوع عیب مصنوعی به منظور کالیبراسیون پروب های زاویه ای استفاده می گردد.
شیار N5 و یا N10 :
این نوع شیار، یک شیار مستطیلی شکل، با عرض حدود 1 میلیمتر و طول حدود 50 میلیمتر می باشد، که ممکن است در بدنه و یا در قسمت جوش قطعه مورد تست ایجاد شود. واژه N5 و یا N10 ، اشاره به عمق این شیار دارد، که می تواند 5% و یا 10% ضخامت قطعه باشد.
به منظور شناسایی عیوب عرضی می بایست دوشیار دیگر، یکی در سطح داخلی و یکی در سطح خارجی، به صورت عرضی نسبت به محور جوش ایجاد گردد. در هنگام ایجاد این شیارها می بایست دقت نماییم که با یک فاصله ای نسبت به هم در بلوک مرجع ایجاد شوند، تا در هنگام کالیبره سیگنال آنها با هم تداخل ننماید.
البته این نوع عیوب مصنوعی، منحصر قطعات جوشکاری شده نمی باشد، و برای شناسایی ترک های سطحی در هر قطعه دیگر مورد استفاده قرار می گیرد.


در ایجاد اینگونه شیارها می بایست دقت نماییم که این شیارها می بایست حتما دارای لبه های تیز باشند. به همین علت توصیه می گردد که این شیارها حتما با دستگاه اسپارک ایجاد شوند. این نوع عیب مصنوعی نیز به منظور کالیبراسیون پروب های زاویه ای و جهت شبیه سازی با ترک های سطح و ریشه جوش استفاده می گردند.
سوراخ کف تخت
این نوع عیب مصنوعی جهت کالیبراسیون پروب های نرمال معمولی و یا T/R در لوله ها، قطعات ریختگی، پلیت ها و … و جهت شبیه سازی با عیب دوپوستگی (Lamination)، حفره ها و آخال ها استفاده می گردد. محل ایجاد این گونه عیوب مصنوعی معمولا در دو طرف جوش (منطقه HAZ) در قطعات جوشکاری و و یا در عمق 1/4T, 1/2T, 3/4T در قطعات ریختگی و … می باشد.
در لوله سازی این سوراخ ها معمولا دارای قطر 6.4 میلیمتر و عمق نصف ضخامت لوله بوده، و از سطح داخل، در لوله ایجاد می گردند. کف این سوراخ ها می بایست به طور کامل با دستگاه فرز تخت شده و حدالامکان موازی با سطح خارجی لوله گردد.
